


兼氧MBR一体化污水处理设备特点
(1)兼氧运行:溶解氧在0.2~3mg/l,以兼性菌为主,曝气量小,节能。
(2)负荷高:污泥浓度高,容积负荷高,占地少。
(3)同步脱氮:兼氧同步硝化反硝化脱氮。
(4)除磷:兼氧气化除磷,磷以PH3形式去除。
(5)污泥接近零排放:实现有机污泥系统内自消化。
(6)出水水质好:达到超滤出水,可直接回用。
(7)自动化:达到自动化控制,实现无人管理。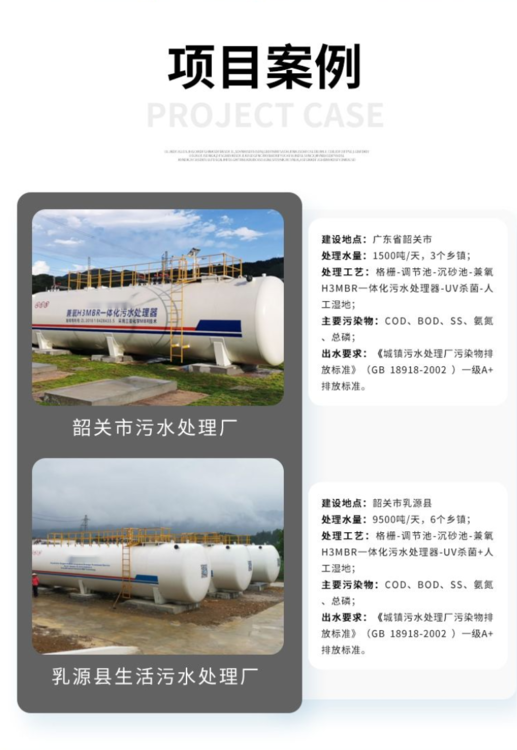
MBR一体化污水处理设备原理:
生活污水主要污染物为CODCr、BOD5、SS、NH3-N、TP、大肠杆菌等,因其具有很好可生化性,因此,我们将设备的工艺设计为生化+MBR工艺,其具体的工艺流程为:
调节池-----厌氧----缺氧-----兼氧(MBR)----清水池
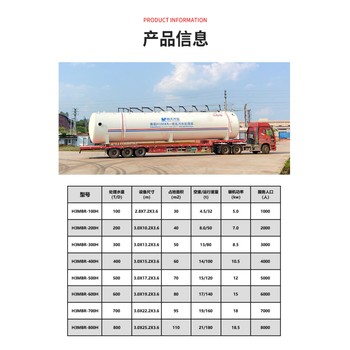
生活污水设备相关型号:
型号 处理水量 (T/D) 设备尺寸 (m) 占地面积 m2) 空重/运行重量 (t) 装机功率 (kw)
H3MBR-50H 50 2.4×5.0×3.0 25 5/18 3.0
H3MBR-100H 100 2.8×7.2×3.6 30 4.5/32 5.0
H3MBR-200H 200 3.0×10.2×3.6 40 8.0/50 7.0
H3MBR-300H 300 3.0×12.2×3.6 50 13/80 8.5
H3MBR-400H 400 3.0×14.7×3.6 60 14/100 10.5
H3MBR-500H 500 3.0×17.2×3.6 70 15/120 12.0
(兼氧MBR一体化污水处理器)
兼氧MBR一体化设备是利用膜生物反应器(MBR)进行污水处理及回用的一体化设备,其具有膜生物反应器的所有优点:出水水质好,运行成本低、系统抗冲击性强、污泥量少,自动化程度高等,另外,作为一体化设备,其具有占地面积小,便于集成。
一、工艺原理
兼氧MBR一体化污水处理工艺设备,它的工艺是三菱MBR膜分离技术与生物技术有机结合的新型废水处理技术。它利用膜分离设备将生化反应池中的活性污泥和大分子有机物质截留住,省掉二沉池。活性污泥浓度因此大大提高,水力停留时间(HRT)和污泥停留时间(SRT)可以分别控制,而难降解的物质在反应器中不断反应、降解。因此,膜生物反应器(MBR)工艺通过膜分离技术大大强化了生物反应器的功能。与传统的生物处理方法相比,是目前有前途的废水处理新技术之一。
二、设备特点
1、占地面积小
兼氧设备采用一体式MBR膜,能耗降低的同时大大减少设备占地面积,而且膜生物反应器生物处理单元内微生物维持较高浓度,使污泥容积负荷大大提高;另外膜固液分离的性使处理单元水力停留时间大大缩短,占地面积减少。同时膜生物反应器由于采用了膜组件,不需要沉淀池和的过滤车间,系统占地仅为传统方法的60%。
2、产水水质好
兼氧设备采用三菱帘式膜,有膜品质的膜分离技术,不用其它过滤或固液分离设备,具备更优于传统工艺沉淀池(二沉池)的固液分离性能。膜分离单元能将污水中悬浮物质、胶体物质、生物单元流失的活性污泥与已净化的水分开,使产水悬浮物几乎为零。不需再经深度处理即可回用,具有较高的水质稳定性。
3、节省运行成本
MBR工艺氧利用效率较高,特的间歇性运行方式,减少了曝气设备的运行时间和用电量,节省能耗成本;设备采用的三菱膜制成工艺、膜丝质量可靠,能保持较高通量运行的情况下连续使用5年以上不断丝、不开胶、不起皮,节省膜材更换成本;膜组不用反洗,也无需离线清洗,化学清洗的周期较长,节省维护成本。
4、管理便捷
兼氧设备自动化程度高,通过控制系统模块和智能控制技术,使设备高度集成化和智能化,简化运行管理流程;设备运行数据、产水反馈数据等信息集中发送并共享至管理人员移动端和云端,轻松实现数据实时查看和设备运行情况掌握,满足管理操作人员远程操作和修改设备运行参数的要求。做到设备全自动化运行,智慧化管理,真正实现无人值守。
5、适应性强
村镇污水的水质水量变化较大,兼氧一体化设备有较强的耐负荷冲击能力,而且MBR膜池的截留能力能设备内部污泥不流失,即使在低负荷状态下也能维持设备生化所需的低污泥浓度。
云南养殖污水处理设备厂家设备供应
更新时间:2024-03-30 11:41:42






收藏
举报
价格
¥380000
起批量
≥ 1件
供应商
云南甲胄科技有限公司
所在地
云南昆明市海源财富中心4栋405